Как заточить ножи для деревообрабатывающего станка
Содержание:
- Заточка ножей рубанка на станке и их регулировка
- Заточка инструмента
- Изготовление самодельного станка
- Некоторые правила и особенности заточки
- Заточка рейсмусов делается в течении 20-30 минут
- Как сделать станок своими руками?
- Требования безопасности
- Почему необходима своевременная и правильная заточка?
- Основание
- Конструкция ножа
- Основные правила работы
- Заточка строгальных ножей
- Изготовление приспособления для заточки лезвий
- Почему необходима своевременная и правильная заточка?
Заточка ножей рубанка на станке и их регулировка

Ножи для электрорубанка являются расходным материалом.
В большинстве случаев при заточке рубанка пользуются специальным станочком. Научиться правильно затачивать инструмент на нем довольно просто – достаточно лишь ознакомиться с инструкцией. К такому оборудованию относится станок Tormek (изображение 4). Он оснащен мощным двигателем, имеет низкие обороты, может затачивать инструмент на протяжении довольно большого промежутка времени. Высокая чистота и точность заточки обеспечивает водяное охлаждение кромки ножа.
Затачиваемые ножи зажимаются держателями, которые крепятся на опоре. При работе станка есть возможность регулировки прижима, ширины фаски, скорости вращения круга. На станке возможна заточка инструмента из любого металла. Сам процесс работы на станке очень прост, нужно лишь соблюдать некоторые правила техники безопасности.
Распространенной разновидностью ручного рубанка является электрический его вариант. Ножи у него относятся к расходным материалам. Их, как правило, бывает 2 штуки. Они крепятся на специальном барабане и снимают верхний слой древесины на заготовке. Изготавливают эти изделия из особого сорта инструментальной стали. Они хорошо поддаются заточке. Для некоторых моделей они изготовлены из карбида вольфрама, который обладает особой прочностью.

Угол рубанка должен быть заточен под углом от 45 до 60 градусов.
Отличаются ножи и своими формами. Они бывают:
- прямыми;
- закругленными;
- фигурными.
Прямые лезвия используются для обработки узких заготовок и выборки четвертей. Закругленными лезвиями обрабатывают широкие плоскости. Закругления на концах делают аккуратными переходы между линиями прохода рубанка. Волнообразные фигурные лезвия нужны для имитации различных состаренных поверхностей. Перед началом работы с рубанком необходимо проверить правильность установки ножей. Для этого нужно перевернуть рубанок вверх подошвой и посмотреть на лезвие: его режущая кромка должна выступать над подошвой на 0,3-0,5 мм.

Рубанки Интерскол и Байкал имеют очень хорошее качество, относительно других производителей.
При необходимости лезвия регулируют. Для регулировки ослабляются крепежные винты, затем регулировочные винты поворачиваются в разные стороны до того момента, пока ножи не займут своего места. После этого остается их закрепить. Новые электрические рубанки чаще всего идут с завода отрегулированными. Ими можно пользоваться сразу. Но настройки необходимо периодически проверять, ведь они могут измениться в моменты встречи лезвия с сучком или с гвоздем. После регулировки рубанок проверяют на ненужном бруске или доске.
Очень надежные и прочные лезвия имеют рубанки Байкал и Интерскол. Они немного шире остальных моделей, толщина их тоже несколько больше. Затачиваются они обычными способами. Угол заточки равен примерно 30 градусам. Чтобы качество строгания было высоким, режущая кромка не должна иметь никаких заусенцев. Для этого заточенные ножи нужно править, используя шлифовальный круг. Железку устанавливают в приспособление и двигают им из одной стороны в другую. Давление на круг или оселок должно быть минимальным, чтобы не перегреть деталь. Благодаря этой манипуляции нож получит особую остроту.
При доводке с использованием разного рода оселков применяют в качестве охладителя воду, масло, керосин. Если оселок имеет разную структуру на каждой стороне, то сначала пользуются крупнозернистой стороной, затем мелкозернистой. Оселок нужно периодически промывать, чтобы он не засалился.
Заточка инструмента
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.

Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента
Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Читать также: Как проверить зарядку аккумулятора в домашних условиях
Качество строгания и надлежащая рабочая устойчивость ножа зависят главным образом от его заточки: от состояния режущей кромки (лезвия) ножа и угла резания. Мшистость, шероховатость, неровность на строганых плоскостях материала вызываются исключительно этими двумя факторами: Ножи с тупым лезвием не перерезают, а перерывают, перетирают волокна, которые при этом мнутся, изгибаются и создают лишнее сопротивление резцу. Во избежание этого необходимо тщательно затачивать ножи, стремясь получить идеально плоские грани режущей кромки, пересекающиеся под заданным углом.
Углы заточки строгальных ножей делают в пределах 28-45° в зависимости от качества обрабатываемой древесины и направления строгания. Угол заострения P может быть изменен путем заточки в широких пределах. Что касается угла резания, то этот угол представляет неразрывное целое с ножевым валом и изменять его сколько – нибудь значительно не представляется возможным.
Выдвинув нож вперед от центра, можно несколько увеличить угол резания и, наоборот, сдвинув нож к центру, – уменьшить его, однако лишь в небольших размерах (выдвижение ножа на 1 мм увеличивает угол резания на 4-6°). В утрированном виде это показано на рис. 237.
Углы резания и заточки строгальных ножей, приведены в табл. 97. Они в одинаковой степени относятся как к фуговальным, так и к рейсмусовым ножам.
Таблица 101 – Таблица фактических скоростей подач (при автоматической подаче материала)
| Ступени скоростей подачи V м/мин | 4 | 5 | 6 | 7 | 9 | 12 | 16 | 20 | 25 | 30 |
| Фактические скорости подач |
с учетом скольжения V фак, м/мин
Изготовление самодельного станка
Самостоятельно сделать станок для заточки ножей вполне можно в домашних условиях. Основным требованием, при создании самодельного станка для заточки, является жесткое закрепление затачиваемого лезвия и абразивного элемента. Благодаря этому достигается главное требование ко всей процедуре: создание и сохранение угла заточки.
Элементарное вертикальное устройство
Устройство предназначено для быстрой ручной заточки ножей своими руками и представляет собой деревянную конструкцию, собранную в виде уголка. Точный сборочный чертеж здесь приводиться не будет, так как размеры зависят от размера применяемого точильного камня. Нужно подготовить:
- 4 бруска или дощечки шириной 5-7 см и толщиной 2-3 см. Длина дощечки определяется длиной камня;
- 4 болта М4-М6 с гайкой-«барашком». Длина болтов определяется по формуле: (толщина дощечки) х 2 + толщина точильного оселка + 1 см;
- 4 самореза «по дереву». Длина подбирается из расчета: толщина дощечки минус 0,2 см;
- Транспортир или другой углоизмерительный инструмент;
- Дрель со сверлом, размер которого равен размеру болта, или больше его на одну единицу размерного ряда;
- Ножовка по дереву;
- Стамеска или долото (можно мощный нож);
- Карандаш или маркер.
Изготовление приспособления заключается в сборке двух уголков из имеющихся дощечек. На одной из них, на расстоянии, равном ее ширине делается пропил ножовкой до середины. Затем, с торца доски, отпиленная часть скалывается прочным ножом или стамеской. Аналогичный скол делается на второй дощечке. Это делается для того, чтобы при соединении дощечек в уголок, у обеих сторон была общая плоскость. Затем дощечки, сколотыми частями соединяются в уголок. Так же собирается вторая половина устройства. Далее, в верхней и нижней частях приспособления просверливаются отверстия под соединительные болты. Отверстия размечаются с противоположных от места соединения торцов по 3-4 шт. на каждой дощечке. Отверстия размечаются так, чтобы от края доски до наружного болта было не менее 3 см, а расстояние между ним и другими отверстиями позволяло надежно зажать край точильного камня.
На внутренней или внешней стороне одной из дощечек наносится метка, соответствующая каждому из будущих углов заточки.
Преимуществом такого устройства является его простота, легкость сборки и дешевизна. Недостаток заключается в отсутствии жесткого закрепления затачиваемого лезвия.
Точилка из монтажных уголков
Предлагаемое устройство является более развитым по сравнению с предыдущим. В нем жестко закрепляется затачиваемое лезвие и фиксируется угол наклона наждака по отношению к лезвию. Еще одно отличие состоит в том, что в этом устройстве подвижной частью является камень, а не лезвие.
Устройство закрепляется непосредственно на лезвии ножа, в его верхней части. Приспособление состоит из двух, соединенных между собой, металлических уголков и подвижной части, опирающейся на одну из полок.
На представленной рисунке схематично обозначены:
- Основа конструкции – 2 уголка.
- Подвижный пруток или спица с нарезанной резьбой.
- Зажимные гайки с шайбами для закрепления наждака на прутке.
- Рукоятка.
- Отверстия для регулировки угла заточки и опирания подвижной части.
- Набор регулировочных шайб.
- Стяжные болты с гайками.
- Стачиваемый край верхнего уголка.
- Затачиваемое лезвие или нож.
- Точильный камень (брусок).
Изготовление устройства начинается с подбора уголков основы. В вертикальной полке верхнего уголка просверливаются 3-4 отверстия размером, большим, чем размер прутка на 3 ступени. Например, для прутка диаметром 6 мм, необходимы отверстия на 9 мм. Наружный край верхней плоскости верхнего уголка стачивается «до низа» на расстоянии 10-12 см от торца, чтобы за него не задевал наждак при заточке. В горизонтальных полках обоих уголках соосно просверливают два отверстия под стяжные болты. Эти отверстия сверлят по принципу: первое – в месте окончания стачиваемой части верхнего уголка, второе – в 10-12 см от первого. Толщина набора регулировочных шайб должна быть равна толщине обрабатываемого лезвия. Диаметр зажимных шайб, расположенных на подвижном прутке должен быть равен толщине точильного бруска, умноженной на 2. В качестве рукоятки можно использовать отрезок ПВХ-трубки подходящего диаметра или намотать несколько слоев изоленты. Чтобы подвижная часть не соскакивала с лезвия, пруток, с наружной стороны верхней полки, необходимо согнуть в виде буквы «Г», либо закрепить законтренной гайкой при наличии резьбы.
Некоторые правила и особенности заточки
Установив угол наклона в нужную позицию, можно приступать к самому процессу заточки. Вы можете зафиксировать снимаемое количество металла, для этих целей предназначены два бегунка со шкалой и делением 0,1 мм. Специалист, выполняющий заточку, сможет регулировать этот параметр достаточно точно. Не стоит забывать после каждой подачи выполнять надежную фиксацию специальными зажимами, препятствующими появлению колебаний во время заточки.
Сам процесс заточки осуществляется благодаря изменению положения держателя в отношении заточного камня
Важно следить за тем, чтобы нож не попадал за крайнюю точку камня. Желательно останавливать держатель за 10 мм от края
В качестве тормозного элемента предусмотрены отдельные упоры, перемещением которых выставляется нужный ход. Тут решающим фактором станет опыт человека, который выполняет заточку строгальных ножей. Во время самого процесса образуется вода, которая накапливается и собирается на лезвие. Затем она стекает на сам корпус и на пол. Воды тратится очень много, поэтому не забывайте ее постоянно подливать в специальный отдел. А сам разлив можно уменьшить, подложив под ножку какую-либо подкладку, высотой 6 мм.
Еще одной неприятностью во время заточки станет постоянное засаливание точильного камня, что сказывается на продолжительности данной работы. Лучше всего периодически чистить его предусмотренным для этого бруском SP-650. При работе с мягким металлом, заточка пройдет гораздо быстрее и камень придется чистить реже, потому что такой материал снимается достаточно массивными участками.
После получасовой работы получается ровная фаска со стабильным заусенцем. Останется выполнить доводку, используя кожаный круг и пасту для полировки. В первую очередь потребуется довести до завершения плоскость ножа, а уже потом саму фаску.
Особенности работы с ручным станком
Станки ручного типа применяются лишь в тех случаях, когда нужно заточить не слишком большое количество ножей. В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
- нужно проверить поверхность камня, потому что использование подобных станков возможно только на чистых точильных инструментах;
- старайтесь сделать так, чтобы каретка с закрепленным ножом подводилась достаточно гладко, без каких-либо резких толчков;
- скорость движения каретки не должна превышать 6м/мин, большая скорость может повредить лезвие;
- во время одного прохода каретка должна продвигаться на расстояние, которое больше длины ножа на 15 см.
Особенности работы с автоматическим станком
- мокрый способ более подходит для заточки строгальных ножей, потому что осуществляется постоянное охлаждение лезвия;
- на этапе подготовки уже нужно выставить все параметры, включая угол наклона и расстояние передвижения каретки;
- важнейшим фактором является установка ножей на каретке;
- процесс должен осуществляться достаточно плавно, без резких подергиваний
Заточка рейсмусов делается в течении 20-30 минут
Использование даже фирменного рейсмуса, произведенного по передовым технологиям, предполагает периодическое обновление некоторых его деталей. Ножи этого оборудования нужно всегда содержать в идеально остром виде, поскольку, чем дольше вы не исправляете ситуацию, тем сложнее будет вернуть лезвиям первоначальную остроту.
Ножи для рейсмусов и фуганков можно затачивать много раз, снимаю минимально необходимый слой металла с использованием правильного оборудования для заточки.
| Видео примеры наших работ по заточке ножей для рейсмуса и других инструментов |
Заточка ножей рейсмусов в нашей студии заточки стоит 150 — 300 р.
Мы выполняем заточку маникюрных ножниц и инструментов, ножей, в том числе керамических.
Как сделать станок своими руками?
Схема заточки ножа на станке.
Чтобы наточить фуговальный нож, необходимо использовать специальные точильные станки
Это особенно важно, когда фуговальное, строгальное и прочее деревообрабатывающее оборудование используется часто. Точильный станок имеет компактные размеры, его можно установить даже в гараже или небольшом сарае на дачном участке
Перед началом сборки необходимо приготовить соответствующие инструменты, которые будут использоваться во время сборки точильного станка:
- стол, на котором будет проводиться работа;
- планшайба;
- пылесос;
- двигатель;
- кожух для станка.
Начинать сборку станка надо с поиска подходящей планшайбы. Она является одной из важнейших деталей для точильного станка. Все фуговальные ножи довольно узкие, поэтому точить их можно только при помощи планшайбы подходящего типа. Тогда работа по заточке будет качественной, безопасной, быстрой. Планшайба занимает основную часть стоимости всего оборудования. Сделать точильный станок самостоятельно выгоднее, дорогих деталей для него не потребуется. Изготовление вполне будет оправдано, если придется часто проводить деревообработку.
Планшайбы надо покупать новые, рекомендуется брать элементы американского либо немецкого производства. У них самое высокое качество, а стоимость колеблется на уровне 25 000 руб. Далее необходимо подобрать двигатель для будущего точильного станка, лучше всего брать мотор на 1-1,5 кВт, можно использовать даже подержанный элемент. Для станка отлично подходят моторы от старых стиральных машин, но предварительно надо убедиться в работоспособности двигателя.
Необходимо обязательно предусмотреть наличие кнопки для включения/выключения станка. Располагаться она должна в зоне доступности руки. Планшайба сверху накрывается кожухом, который изготавливается в виде квадрата. Один угол кожуха надо срезать, так как с этой стороны будет производиться заточка фуговальных ножей своими руками. В нижней части столешницы делается отверстие, оно будет предназначено для трубы пылесоса, при помощи которого будут удаляться все загрязнения, возникающие во время заточки. Кроме заточки фуговальных ножей, подобный станок можно использовать для других работ, например, для обработки лезвий топора, пил и прочих инструментов, используемых на дачном участке.
Заточка фуговальных ножей может производиться различными методами. Для этого подходят специальные точильные камни. Однако компактный точильный станок можно собрать и самому. Он будет использоваться для заточки разнообразных инструментов, включая пилы и топоры.
Требования безопасности
Если инструментом пользоваться правильно, то можно быстро и качественно выполнить достаточно большой объем работ. Однако если не придерживаться требований безопасности, то можно получить значительные травмы.
- Перед работой обрабатываемую заготовку необходимо надежно зафиксировать, в противном случае она может сдвинуться или вовсе слететь в процессе работы.
- Во время технического осмотра лезвий и их настройки электрорубанок необходимо обесточить, вынув шнур и вилку из розетки, потому что случайный запуск может привести к очень неблагоприятным последствиям.
- Приступать к обработке нужно лишь после запуска и прогрева ножей, то есть режущие элементы должны ускориться до нужных оборотов.
- Инструмент нужно класть исключительно набок.
Почему необходима своевременная и правильная заточка?
Строгальные ножи, как и другие режущие инструменты, требуют ухода по определенным причинам:
- тупым лезвием строгальных ножей древесина будет обрабатываться очень некачественно;
- при работе с мягкими сортами древесины на поверхности будет образовываться ворс и разнообразные неровности;
- стертая кромка будет крошиться;
- при выполнении строгания тупыми инструментами возникает перегрузка двигателя станка
Если вы даже решите выполнить заточку самостоятельно, используя алмазные бруски, то эффект от такой работы будет совсем незначительный. Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.
Основание
При изготовлении заточного станка на дому можно использовать различные детали. В частности, можно воспользоваться ламинированной ящичной фанеркой толщиной 12 мм, которую раньше применяли при создании корпусов радиотехники.
При сооружении на дому станка домочадец выполняет такие действия:
Выбирает основу для подобной установки, которое должно весить как минимум 5 кг. В противном случае на станке нельзя будет заточить рубящие приспособления и инструменты. Поэтому при изготовлении подобного оборудования квартирант использует различные стальные уголки размером 20х20 мм;
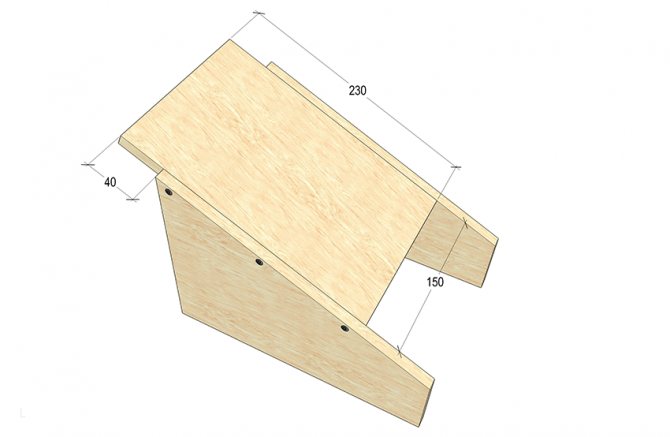
Далее, из фанеры выпиливает лобзиком 2 детали, которые имеют трапециевидную форму, основу — 170 на 60 мм, а высоту 230 мм. При резке слесарь делает припуск 0,7 мм на заточку торцов: они в итоге получаются прямыми и подходят по разметке;

Устанавливает между наклонными стенками по бокам 3 деталь — наклонную поверхность из фанеры таких размеров 230 х 150 мм.
В подобной ситуации трапециевидные бока находятся сбоку на прямоугольной поверхности.
В итоге получается основа — клин. В подобной ситуации в передней части образуется выступ наклонной поверхности размером в 40 мм;
Затем по боковым стеночным торцам слесарь отмечает рейсмусом 2 черты. При этом он отступает на половину толщины фанерки;
Далее, просверливает в досках по 3 отверстия для соединения частей конструкции шурупами;
Просверливает торцы наклонной поверхности и на какое-то время соединяет детали основы;
Сзади конструкции слесарь соединяет боковые стенки с помощью брусочка 60х60 мм, который крепится в торец двумя шурупами с 2 сторон; — делает в брусочке 10 мм щель.
В подобной ситуации он отступает 50 мм от центра — на 25 мм от края. Для сохранения вертикального положения, сначала сверлится не толстым сверлом с 2 краёв, а потом расширяется;

Затем на верху и снизу вкручивается в щель два резьбовых фитинга—футорки, а в фитингах — шпильку размером 10 мм, длина которой равна 250 мм.
При несовпадении резьб со шпильками регулируется нижняя футорка.
Конструкция ножа
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.

При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала. В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5°, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80°. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания. Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50° от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30°. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа. Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
Основные правила работы
Правильная заточка ножа рубанка прежде всего зависит от того с каким материалом предстоит работать. Дело в том, что при работе с мягкими породами дерева, таким как липа, осина, сосна рекомендуется доводить угол заточки рубанка по дереву до 45-50 градусов. Для работы с породами древесины средней твердости угол заточки лезвия рекомендуется сделать в 60 градусов. При работе с твердыми породами дерева режущая кромка затачивается под углом 75-80 градусов.
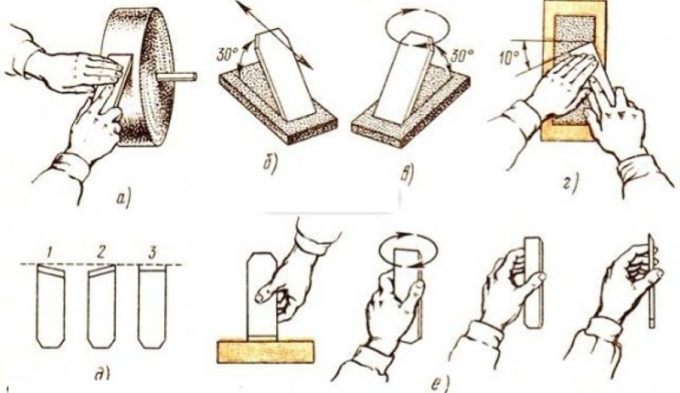
Для всех типов лезвий первым этапом выступает правка на абразивном материале большой зернистости – это необходимо для того, чтобы убрать зазубрины
На этом этапе важно чтобы резец сохранил прямую форму кромки, здесь важно, чтобы по всей ширине лезвия металл снимался равномерно. Для проверки правильности заточки используется шаблонная пластина с идеально ровной поверхностью
Лезвие ставится на поверхность пластины и по просвету между режущей кромкой и плоскостью выявляются изъяны. На этом этапе можно использовать обычное точило с абразивными кругами большой и средней зернистости.
После того как форма режущей кромки восстановлена, проводится проверка угольником угла между боковыми гранями и режущей плоскостью. Кроме того, делается проверка шаблоном угла режущей кромки. Если обнаружены изъяны, придется процесс повторить.
Заточка рубанка на мелкозернистом камне делается на пониженных оборотах с использованием водяной ванны. Металл не должен перегреваться, иначе он потеряет свои свойства. На электрическом станке работать будет проще, если использовать широкий точильный круг и специальную приставку.
Заточка ножей для ручных рубанков
Если лезвие не имеет изъянов в виде зазубрин и сколов, и не требует изменения угла режущей кромки, то рекомендуется сразу приступать к чистовой обработке.
Сначала на точило устанавливается абразив средней зернистости. На нем делается формирование угла кромки. Полотно берется в руки и с упором на опору станка формируется под нужным углом
Здесь важно чтобы лезвие было одинаково заточено по всей ширине режущей кромки
На мелком абразиве лезвие доводится с периодическим смачиванием в воде, важно не допустить перегрева металла. Окончательная доводка делается на точильном камне высокой зернистости
Камень перед работой на 2-3 часа замачивается в воде, чтобы обеспечить легкое движение и образование абразивной пасты на поверхности
Окончательная доводка делается на точильном камне высокой зернистости. Камень перед работой на 2-3 часа замачивается в воде, чтобы обеспечить легкое движение и образование абразивной пасты на поверхности.
Движение по плоскости делаются плавные, лезвие прижимается с легким усилием, так, чтобы чувствовать сопротивление камня. После первичной обработки делается доводка при помощи наждачной бумаги зернистостью 1000-1200 единиц. Бумага ложится на отрезок стекла, после чего не снимая полотно с устройства, делается окончательная доводка.
Заточка ножей электрорубанков
Заточка ножей электрорубанков делается более аккуратно и точно. Дело в том, что на барабане электрорубанка их устанавливается два, и если нарушить балансировку, сняв с одного больше металла при заточке, чем с другого, в процессе работы нарушится балансировка барабана и уже придется ремонтировать весь рубанок. Второй момент заключается в том, что многие модели рубанков с ножами толщиной 5 мм в качестве режущего инструмента применяют пластины из специальной стали, что требует точности при работе. Для такого инструмента применяются специальные абразивы для победитовых пластин.
Ножи для электрорубанков сразу зажимаются в устройстве для заточки, поскольку правильно удержать их в руках очень сложно. Работа производится на мелкозернистом абразиве с применением водяной ванны.
Заточка строгальных ножей
Заточка ножей строгальных станков – процесс, требующий точности и тщательного подхода
Если при обработке древесины лезвие строгального ножа затупилось, на нём образовались какие-либо неровности или зазубрины, вам просто необходимо обратить на это внимание! Заточка ножей строгальных станков требует высокой точности обработки. Для обработки этих высококачественных лезвий необходимо использовать специальное оборудование
Удобнее всего осуществлять заточку строгального ножа на специальном точильном станке. При этом заточка строгальных ножей должна производиться с соблюдением высокой точности обработки поверхности ножа. Ведь именно таким образом максимально сохраняется геометрия лезвия и обеспечивается регулировка угла, под которым происходит заточка .
Те, кто часто сталкивается с работами по заточке, обычно поступают одним из следующих способов. Одни покупают собственное точильное оборудование и самостоятельно следят за состоянием режущих поверхностей в своих станках. Другие же предпочитают пользоваться услугой заточки, избавляя себя от этого кропотливого процесса. Какой путь выбрать, зависит только от ваших практических потребностей и здравого смысла.
Изготовление приспособления для заточки лезвий
Срез строгального ножа находится под углом в 40 градусов, следовательно, нужно зафиксировать его под этим углом для заточки. На всякий случай проверьте угол заточки доступными вам инструментами.
ФОТО: YouTube.comНа заготовке-бруске нужно сделать пропил глубиной примерно в 1.2 сантиметра под необходимым углом. В эту прорезь будет помещаться лезвие ножа
Обратите внимание на толщину ваших ножей, они бывают разными
ФОТО: YouTube.comЧтобы сформировать на инструменте ручку, нужно в боковых частях с двух противоположных сторон выбрать древесину, как показано на фото, и отшлифовать эту часть шкуркой, чтобы не занозить ладони во время работыФОТО: YouTube.comВ нижней части плашки с каждой стороны разреза через равные промежутки следует просверлить по 3 отверстия для фиксации болтов
ФОТО: YouTube.comЭти болты будут прижимать лезвие в пазу и не давать ему смещаться во время заточки, Фиксация достаточно надежнаяФОТО: YouTube.comТеперь можно поставить лезвия в пазы, зафиксировать их и приступать к заточке
Почему необходима своевременная и правильная заточка?
Строгальные ножи, как и другие режущие инструменты, требуют ухода по определенным причинам:
- тупым лезвием строгальных ножей древесина будет обрабатываться очень некачественно;
- при работе с мягкими сортами древесины на поверхности будет образовываться ворс и разнообразные неровности;
- стертая кромка будет крошиться;
- при выполнении строгания тупыми инструментами возникает перегрузка двигателя станка
Если вы даже решите выполнить заточку самостоятельно, используя алмазные бруски, то эффект от такой работы будет совсем незначительный. Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.